山口県防府市から全国に高圧ガス・溶接材料・溶接機・機械工具を販売している有限会社上田商店です。
第2回目の今回は「被覆材の役割」をお伝えします。
第1回目は溶接棒の被覆剤の種類についてお伝えしましたが、今回は被覆剤が溶接にどのような役割を果たすのかをお伝えしていきます。
被覆剤の働きは以下の通りとなります。
①アークの発生を容易にし、アークを安定化します。
②ガスを発生させ、溶融金属を覆い大気中の酸素や窒素が溶接金属中に進入するのを防ぎます。
⇒大気中の酸素や窒素が溶接金属中に入るとピットやブローホールの原因となるので、溶接中は溶接金属を保護する必要があります
③発生したスラグはビード外観を良好にし、冷却速度を遅くします。
④スラグの融点、粘性、比重を調整し、各姿勢での溶接を容易にします。
⑤溶接金属の脱酸及び清浄化を行います。
⇒被覆剤中にマンガンやケイ素を含有させ、酸素をスラグとして強制的に除去します。
⑥合金元素を添加し、目的の性能を得ます。
⇒鉄粉で作業効率を向上させることがあります。
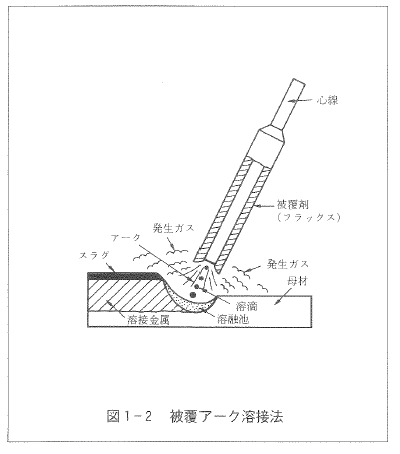
つまり、被覆剤が分解・溶融することにより発生したガスやスラグの複合作用で溶接部をシールド(保護)し、溶接品質を維持しているのです。(下の図のイメージです)
なお、被覆アーク溶接は溶接棒の取り扱いと施工管理を適切に行うことが溶接部の健全性や性能向上につながります。
全般的には次の点に注意すればより良い溶接結果が得られます。
1.溶接棒の取り扱い
・湿気の少ない倉庫などに保管してください
・低水素系は乾燥後に保温庫(100~150度)に入れ少量ずつ使用すると溶着金属の水素量レベルを低く維持できます。
・低水素系以外でも使用前の乾燥は良好な作業性・X線性能確保に有効です。ただし推奨を超える過度の乾燥(長時間または高温)は被覆剤を壊し、X線性能低下を招きますのでご注意ください。
・溶接棒の持ち出しは最大半日消費分に留めてください。
2.施工上の注意点
・タック溶接のスラグ・ヒュームは溶接部への水分付着原因となることがありますので、溶接直後に除去してください。
・風速が3M/Sを超える場所では風よけをしてください。溶着金属への窒素混入は靭性やX線性能低下の原因となります。
・中・厚板に低水素系以外を使用する際は溶着金属の割れを防止するため適切な予熱・パス間温度で施工してください。
・優れた靭性を得るためには各層の溶着金属厚さを薄くすることが有効です。
・多くの銘柄が交直両用で使用できますが、低水素系では直流溶接で強度が若干低下しますので事前に確認の上使用してください。
・マグ溶接やセルフシールドアーク溶接部の化粧盛や手直し溶接には低水素系溶接棒が適します。他の被覆系ではピットやブローホールが発生することがあります。
溶接市場では溶接棒の天敵「湿気」を除去し高品質の溶接を実現させる「溶接棒乾燥器」も販売しています!
https://www.yousetsuichiba.com/SHOP/isd200.html
その他お問い合わせ等ございましたらお問い合わせフォームよりお問い合わせください。



